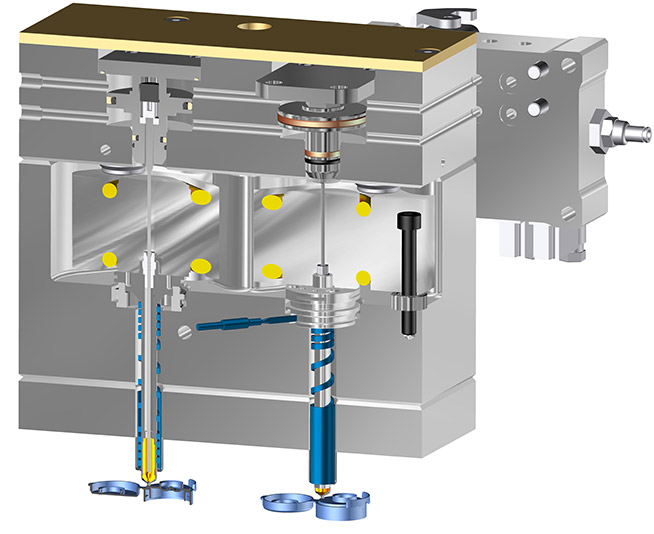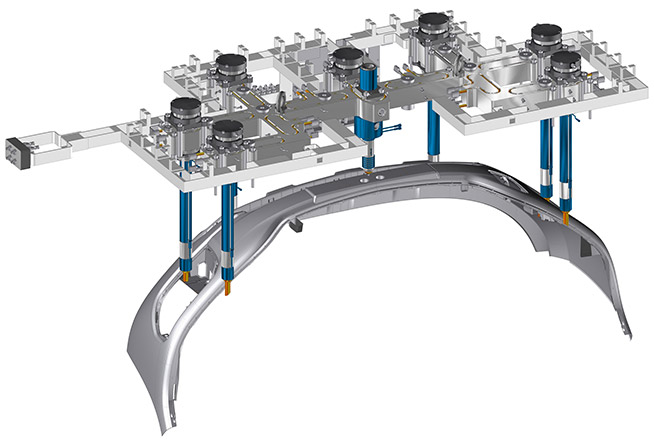


The Hot Runner Valve Gate System
is used for plastic parts that require perfect finishing on the injection point and when there’s a need to sequence the injection, fundamental for technical parts on electronically industry, automobile, etc.
Available on two drive versions: hydraulic and pneumatic.
Main advantages:
- Pressure lower than in conventional injection system.
- Better injection flow and less shearing of the material.
- On the sequencial injection, the weld line turns almost imperceptible.
- Essential for parts with different volumetric mass.
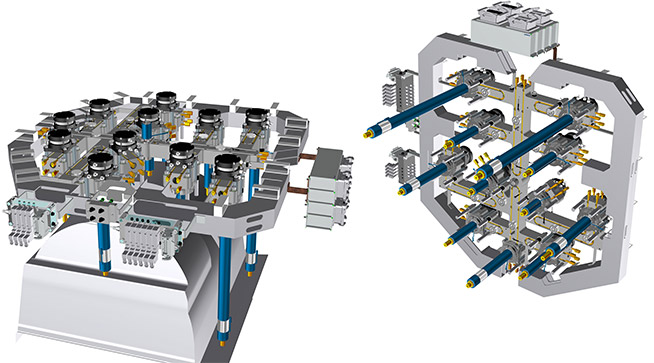
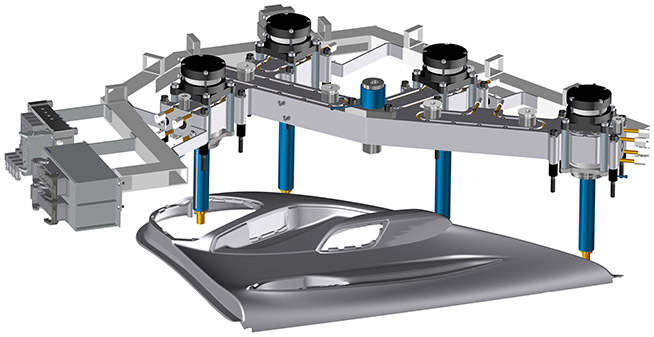
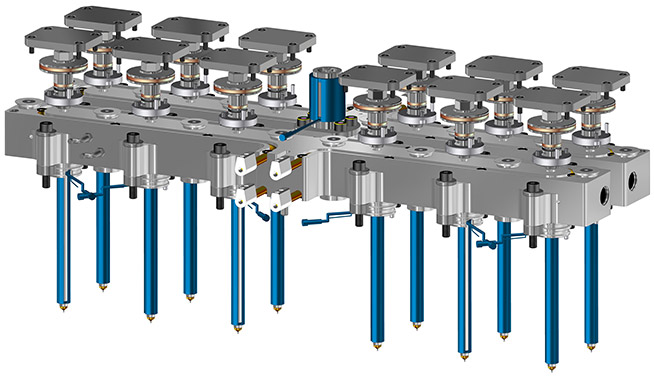
There are two ways to assemble the Hot Runner Valve Gate System:
Hot Half

Plates with precise adjustments that protects and guarantee the integrity of the Hot Runner System The manufacturing of the Hot Half goes through AN intense quality control in a temperature controlled room, assembled by our experts.
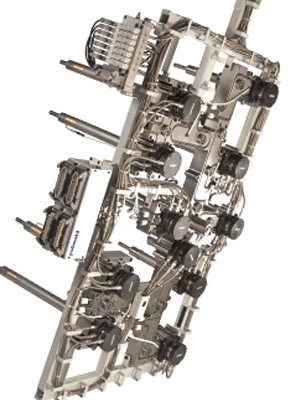
Facility (Drop in)

Drop in system, that integrates all the parts of DRIVING, electrical power and cooling, making it easier the assembly and maintenance of the Hot Runner System. That way, you don’t need to worry with the machining of the system on the mold.
Polimold has many dimensions of NOZZLES for application according to the REQUIREMENT of the product. Get to know the available series on the market:
(*) Only reference values may vary according to the material, thickness and geometry of the part injected.
| SERIE | LINE | INDICATION | IMAGE |
|---|---|---|---|
| V25 | Polivalve | High productivity molds with small parts (weight up to 30g *) with limited physical space. Injection of commosity materials (PP, PE, PS). Mounted only with hot half. | |
| V50 | Polivalve | High productivity moulds with small parts (weight up to 80g *), with a R.O.I. better than 25 series. Injection of commosity materials (PP, PE, PS). Mounted only with hot half. | |
| V200 | Polivalve | Small to medium size parts (weight up to 180g *). Have variety of tips. Indicated for injection of varius materials. Mounted only with hot half. | |
| V500 | Polivalve | Small to medium size parts (weight up to 300g *). Have variety of tips. Indicated for injection of varius materials. Mounted with Hot Half or Facility. | |
| V800 | Polivalve | Medium to large parts (up to 500g * weight). Have variety of tips. Indicated for injection of varius materials. Mounted with Hot Half or Facility. | |
| V1000 | Polivalve | Large parts (more than 1000g * weight). Have variety of tips. Indicated for injection of varius materials. Mounted with Hot Half or Facility. | |
| Ponteiras | Polivalve | The tips of Polivalve line can be used in many different types of materials. See the corresponding nozzle on the link alongside. | |
The Polimold Hot Runner System is recommended to the injection of plastic parts in many markets like: automotive, packing, cosmetics, electronic devices, among others. Please check below some cases of the Valved Hot Runner System.
Gallery









Polimold is fueled by the challenge of creating products that exceed the expectations of clients! Check a few of our cases using the Valved Hot Runner System.